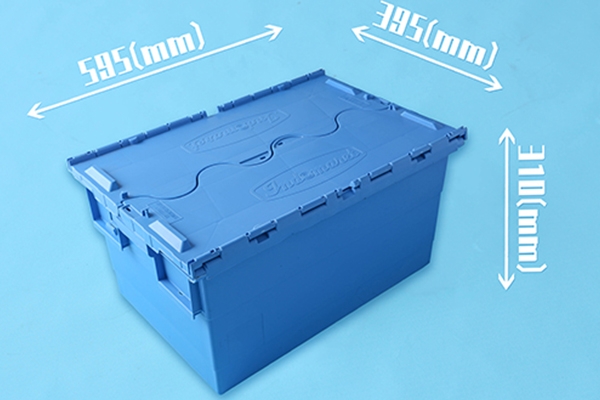
大连塑料周转箱快盈v3的作用在不断变化,随着贸易的发展和贸易运输方式的现代化,主要环节是有关区域经济,特别是综合经济发展的支柱,它逐渐超出了界限。塑料周转箱作为运输中心的为第一代,商业和工业服务中心为第二代,业务往来综合化,信息处理现代化的基础设施。塑料周转箱运输是工业化大生产在交通领域内的典型体现,它要求大规摸,高效率,标准化,现代化,这个发展的概念,是领导者和管理者不可忽视的问题。
大连塑料周转箱使用范围非常的广泛,物流,餐饮和食品,甚至服装行业中都会使用到。塑料周装箱的单价并不高,并且有一定的使用寿命的限制,出了产品本身的原材料回影响到使用寿命,使用过程中物品的尺寸是否配套也会影响到它的使用寿命。大连塑料周转箱有很多种不同的规格,比如物流行业中运输的各种物品,如果使用的箱子尺寸太小,就会把箱子撑坏,或者是把物品挤坏。
快盈v3 太大的箱子在运输中又会占据多余的地方。所以,在选择尺寸的时候一定要配套使用,这样对塑料周转箱的使用寿命起到很好的延长作用。大连塑料周转箱是很火的一种新型的,具备折叠功能的塑料周转箱。塑料折叠周转箱采用国际流行款式,根据折叠方式的不同,有对折式和内倒式两种折叠方法,折叠后的体积只有组立时体积的1/4-1/3,具有重量轻、占地少、组合方便等优点。使用大连塑料周转箱,封装使货物整体被包裹在塑料薄膜和塑料周转箱内,封装的货物与外界空间隔离使货物在仓库长时间存放过程中外界中灰尘只能飘落在塑料薄膜的外表,而不直接粘附在单件货物上,能够起到防灰尘作用。